全国服务热线:
029-89080001 13279360701
13259456916
029-89080001 13279360701
13259456916

企业名称:西安博赛旋压科技有限公司
电话: 029-89080001
手机:13279360701
13259456916
邮箱:prospermsf@prospercnc.com
网址:www.prospermsf.com
地址:西安市阎良区航空基地孵化器9号厂房
金属旋压工艺的原理是将被加工的金属毛坯(管坯)套在芯模上,而板坯则通过尾顶压在芯模的端部,并与芯模一起随主轴旋转,旋轮沿芯模移动。在旋轮的压力下,利用金属的可塑性,逐点将金属加工成所需要的空心回转体制件。

金属旋压工艺在旋制不同形状的制件时,综合了锻造、挤压、拉伸、弯曲、环轧、横轧和滚压等工艺的特点,针对不同毛坯的变形特点,一般可以分为普通旋压和强力旋压两种。在旋压过程中,改变毛坯的形状而基本不改变其壁厚者称为普通旋压;在旋压过程中,既改变毛坯的形状又改变壁厚者称为强力旋压。普通旋压局限于加工塑性较好和较薄的材料,尺寸准确度不易控制,要求操作者具有较高的技术水平。强力旋压和普通旋压相比较,坯料凸缘部分在加工时不产生收缩变形,因为不会产生起皱现象。旋压机床的机床功率较大,对厚度大的材料也能加工,同时制件的厚度沿母线有规律地变薄,较易控制。
金属旋压工艺主要有以下优点:
1.金属变形条件好,旋压是由于旋轮与金属接触近乎点接触,因此接触面积小,单位压力高,可达2500~3500MPa以上,因此旋压适于加工高强度难变形的材料,而且,所需总变形力较小,从而使功率消耗大大降低。加工同样大小的制件,旋压机床的吨位只是压力机吨位的1/20左右。
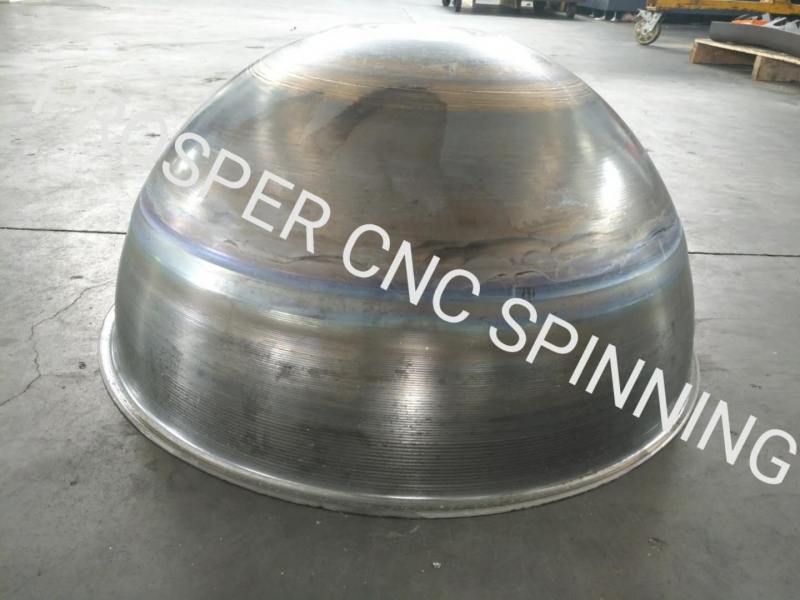
2.制品范围广,根据旋压机的能力可以制作大直径薄壁管材、特殊管材、变断面管材已经以及球形、半球形、椭圆形、曲母线形以及带有阶梯和变化薄厚的几乎所有回转体制件,如火箭、导弹和卫星的鼻锥与壳体;潜水艇渗透密封环和鱼雷外壳,雷达反射镜和探照灯外壳;喷气发动机整流罩和原动机零件;液压缸、压气机外壳和圆筒;涡轮轴、喷管、电视锥、燃烧室椎体以及波纹管;干燥机、搅拌机和洗涤机的转筒;浅盘形、半球形封头、牛奶罐和空芯薄壁的日用品等。
3.材料利用率高,生产成本低,旋压加工与机加工相比,可节约材料20%~50%,最高可达80%,使成本降低30%~70%。
4.制品性能显著提高,在旋压之后材料的组织结构与力学性能均发生变化,晶粒度细小并形成具有纤维状的特征。抗拉强度、屈服强度和硬度都有提高,强度可提高60%~90%,而生长率则降低。
5.制品表面粗糙度低,尺寸公差小。旋压加工制品的表面粗糙度一般可达3.2~1.6μm,最好的可达0.4~0.2μm,经过多次旋压可达0.1μ。旋压产品可能达到较小的壁厚公差,如φ300mm,公差0.05mm,φ1600mm时,公差0.12mm。
6.金属旋压一个重要的特点是制作整体无缝的回转体空心件,根本消除了与焊接有关的不连续性、强度降低、脆裂和拉应力集中等弊病。
7.金属旋压与板材冲压相比较,金属旋压能大大简化工艺所使用的装备,一些需要6~7次冲压的制件,旋压一次即可制造出来,这就是金属旋压机的优势。
8.金属旋压法能制作超宽板材,其方法是将旋压的筒形件沿母线方向切开展平。在国内能旋压φ2m筒形件的旋压机不算很大的设备,利用这样的设备很容易制作6m宽的板材,但是采用传统的轧制方法要生产3m宽的板材就需要相当大的轧机。美国用旋压工艺制造出宽7.5m、长9m的超宽板材。
9.在旋压过程中,由于被旋压坯料近似逐点变形,因此。其中任何夹渣、夹层、裂纹、砂眼等缺陷很容易暴露出来。这样,旋压过程也附带起到了对制品检验的作用。
10.坯料来源广,可采用空心的冲压件、挤压件、铸件、焊接件、机加工的锻件和轧制件以及圆板作坯料,并且能旋压钛、钼、钨、钽、铌一类难变形的金属及其合金。